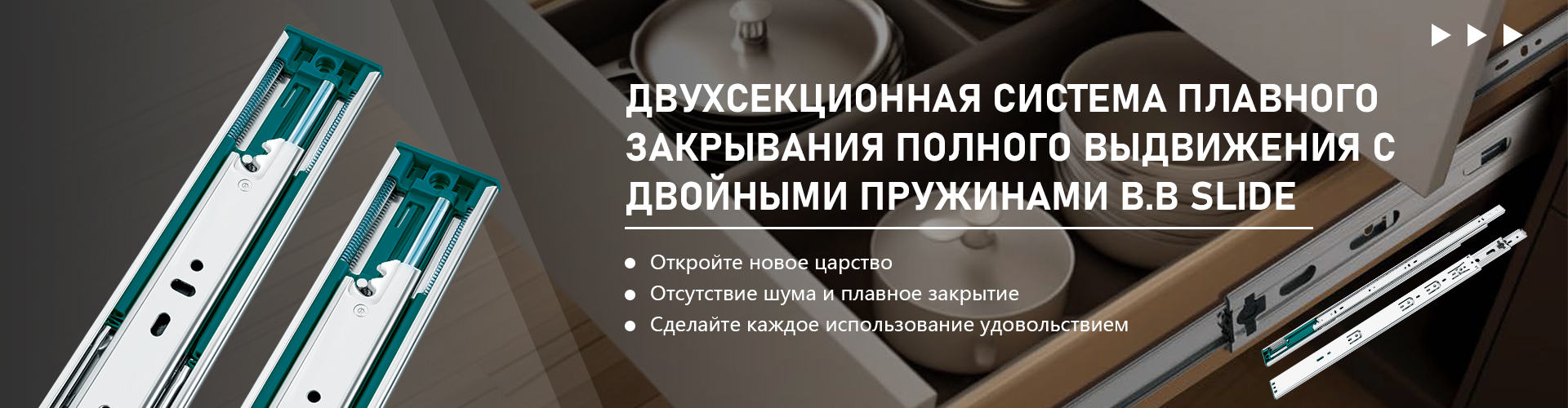
Трехсекционная двухступенчатая пружинная амортизирующая направляющая с двойной пружиной Технология производства
2025-04-01
I.Выбор материала и предварительная обработка
Основной материал
Материал основания скольжения: холоднокатаный стальной лист (SPCC/SPHC) или нержавеющая сталь (SUS304), толщина обычно составляет 0,8-1,5 мм, должны обладать высокой прочностью, износостойкостью и устойчивостью к деформации.
Материал пружины: высокоуглеродистая стальная проволока (например, 65Mn, 70# сталь) или рояльная проволока (SWP-A), должна быть термически обработана для улучшения предела упругости.
Компоненты амортизации: полиуретан (PU), нейлон или гидравлическое амортизационное масло (для гидравлического типа амортизации).
Предварительная обработка
Очистка стали: удаление поверхностных масел и окисленных слоев путем обезжиривания и травления.
Антикоррозийная обработка: фосфатирование или гальванизация (электрогальванизация, горячее цинкование) для повышения коррозионной стойкости.
II.процесс штамповки формовки
Штамповка секций скользящего рельса
Стальной лист штампуется и гнется на непрерывном прессе для формирования трехсекционной структуры рельса скольжения (внутренний, средний и внешний рельсы), при этом необходимо обеспечить, чтобы каждая секция рельса имела одинаковую форму поперечного сечения и допуски на размеры ≤±0,1 мм.
Ключевая конструкция пресс-формы: сегментная штамповочная форма должна точно контролировать угол изгиба боковины рельса (обычно 90°-120°) и глубину канавки для шариков (для установки шарикоподшипников).
Обработка шариковых канавок
Путем точной штамповки или фрезеровки с ЧПУ на внутренней стороне дорожки обработки шаровой канавки, ширина канавки и диаметр шара совпадают (обычно используется φ2-4 мм стальной шар), чтобы обеспечить плавное скольжение.
III.Термообработка и обработка поверхности
Термическая обработка
Закалка рельсов: высокочастотная закалка или азотирование контактной поверхности рельса, твердость поверхности до HRC45-50, для повышения износостойкости.
Отпуск пружин: мотки проволоки из пружинной стали необходимо закалить (300-400°C) после формовки, чтобы устранить внутреннее напряжение и стабилизировать модуль упругости.
Обработка поверхности
Электростатическое напыление: на внешнюю поверхность скользящего рельса наносится эпоксидная смола или порошковое покрытие, цвет по выбору, толщина 20-30 мкм.
Процесс гальванизации: никелевое или тефлоновое покрытие на контактной поверхности внутреннего рельса (для снижения коэффициента трения).
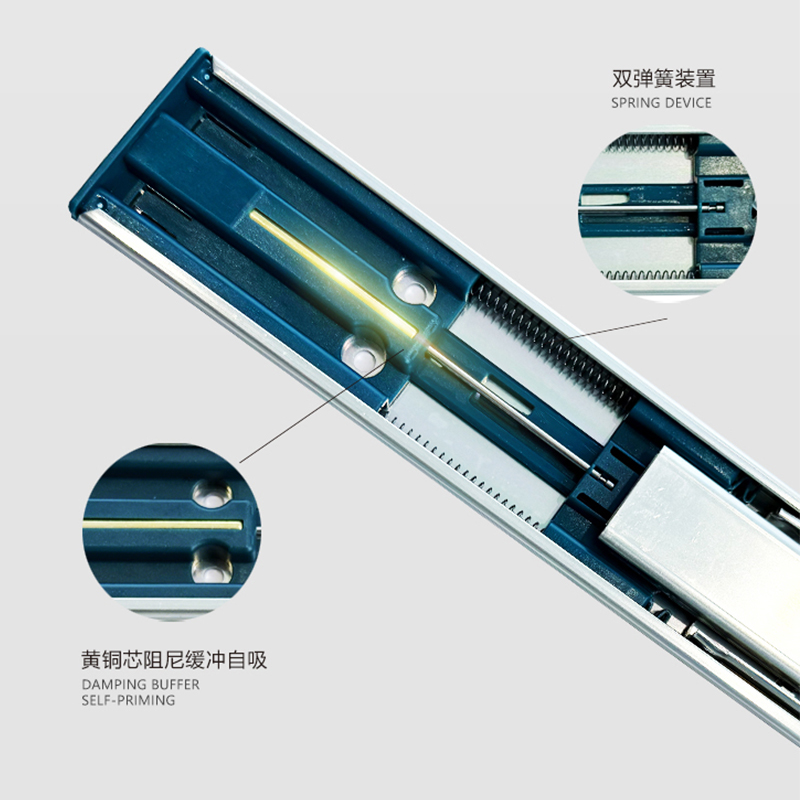
IV.изготовление пружин и буферной системы
Конструкция двойной пружины
Основная пружина: отвечает за обеспечение основного усилия, имеет более толстый диаметр проволоки (φ1,2-2,0 мм) и длинный ход предварительной нагрузки для поддержки выдвижения заслонки.
Буферная пружина: диаметр тонкой проволоки (φ0,8-1,2 мм), взаимодействует с демпфером для обеспечения буферной силы в конце закрытия заслонки для достижения эффекта "двухступенчатой силы".
Интеграция буферного механизма
Механическая амортизация: удар поглощается полиуретановыми прокладками или сжатием пружин.
Гидравлический амортизатор: установите микрогидравлический амортизатор на конце ползуна, используя дросселирование масла для достижения амортизации (необходимо герметизировать процесс).
V.Сборка и ввод в эксплуатацию
Монтаж шариков
Вставьте стальные шарики в пазы с фиксированным шагом (15-25 шариков на секцию рельса) и нанесите смазку (литиевую или силиконовую).
Установите нейлоновую обойму, чтобы предотвратить выпадение шариков.
Сборка пружины и рельса
Основная пружина закреплена между внешней и средней направляющими, а буферная пружина установлена на конце средней и внутренней направляющих.
Предварительный натяг пружины регулируется для обеспечения равномерного усилия при выдвижении/задвигании ползуна, а буферная пружина находится в закрытом положении.
Двухступенчатая регулировка усилия
Регулируя сжатие буферной пружины или отверстие в масляном контуре демпфера, можно регулировать величину сопротивления в конце закрытия (обычно устанавливается на уровне 30-50% от начальной тяги).
VI.Проверка качества и испытания
Ключевые пункты испытаний
Точность размеров: зазор между тремя секциями посадки трека ≤ 0,3 мм, допуск на расширение и сжатие по всей длине ± 1 мм.
Испытание нагрузкой: отсутствие деформации при статической нагрузке (50-100 кг) и сохранение гладкости после испытания динамическим циклом (50 000 раз открывания и закрывания).
Амортизационные характеристики: сила удара в конце закрытия ≤ 5N, шум ≤ 45dB.
Автоматическое испытательное оборудование
Лазерный дальномер для определения параллельности путей, датчик давления для проверки кривых толкания и тяги, акустический анализатор для контроля аномального шума.
VII.Трудности и решения
Синхронизация двух пружин: необходимо точно рассчитать жесткость пружины (значение k) и положение установки, чтобы избежать неравномерной силы, приводящей к заклиниванию.
Решение: Используйте анализ методом конечных элементов (FEA) для моделирования усилий пружин и оптимизации параметров предварительного натяжения.
Отказ амортизатора: отказ амортизатора из-за утечки масла из гидравлических амортизаторов или старения полиуретана.
Решение: выберите уплотнения, устойчивые к высоким температурам (Viton), или перейдите на механическую амортизирующую конструкцию.
Заедание шарика: попадание примесей в канавку шарика или недостаточная смазка приводят к плохому скольжению.
Решение: контроль чистоты среды сборки (цех класса 10 000 без пыли) и использование долговечной смазки.
VIII.Применение и тенденции рынка
Мебельная промышленность: высококлассные направляющие для выдвижных ящиков, бесшумные, сверхдолговечные (более 100 000 раз).
Промышленность: направляющие для тяжелых условий эксплуатации должны сочетаться с технологией линейных направляющих, выдерживающих нагрузку до 500 кг и более.
Требования по защите окружающей среды: продвигайте бесхромовое фосфатирование, покрытия на водной основе и другие экологичные процессы.